Unknown Facts About Plastic Injection Molding
Wiki Article
Little Known Facts About Plastic Injection Molding.
Table of ContentsLittle Known Facts About Plastic Injection Molding.How Plastic Injection Molding can Save You Time, Stress, and Money.10 Easy Facts About Plastic Injection Molding DescribedThe Single Strategy To Use For Plastic Injection MoldingGetting The Plastic Injection Molding To Work
After that, the mould closes and also the process repeats. Pre-moulded or machined elements can be placed into the tooth cavity while the mould is open, permitting the product infused in the next cycle to develop as well as solidify around them. This process is understood as Insert moulding as well as allows single parts to contain numerous products.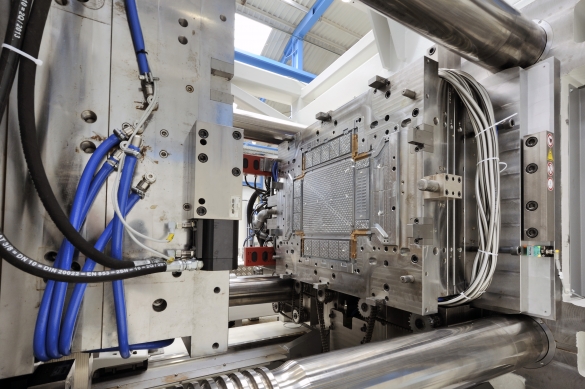
Many polymers, sometimes referred to as materials, may be utilized, including all thermoplastics, some thermosets, as well as some elastomers.
Available products consist of alloys or blends of previously created materials, so item designers can select the material with the most effective collection of buildings from a huge option. Major standards for selection of a material are the toughness and feature needed for the final component, along with the cost, however additionally each material has different criteria for moulding that must be taken into account.: 6 Various other factors to consider when selecting a shot moulding product include flexural modulus of elasticity, or the level to which a product can be bent without damages, along with heat deflection and water absorption.
The 5-Minute Rule for Plastic Injection Molding
Applications consist of fastenings for securing as well as detaching outdoor-equipment webbing. Injection moulding makers are composed of a product receptacle, a shot ram or screw-type bettor, as well as a home heating unit.: 240 Likewise recognized as platens, they hold the moulds in which the components are formed. Presses are rated by tonnage, which shares the amount of securing force that the machine can put in (plastic injection molding).Tonnage can differ from much less than 5 bunches to over 9,000 tons, with the greater figures made use of in fairly couple of production procedures. The complete clamp pressure needed is identified by the forecasted area of the part being molded. This projected location is multiplied by a clamp force of from 1.
2 heaps for each and every square centimetre of the projected areas. Generally of thumb, 4 or 5 tons/in2 can be utilized for the majority of items. If the plastic product is very rigid, it needs even more shot stress to load the mould, and also hence extra clamp tonnage to hold the mould closed.: 4344 The needed force can likewise be identified by the product utilized and the dimension of the part.
Mould or pass away are the common terms made use of to describe the device made use of to produce plastic parts in moulding. Given that moulds have been costly to make, they were typically only made use of in automation where countless components were being produced. Normal moulds are built from solidified steel, pre-hardened steel, aluminium, and/or beryllium-copper alloy.: 176 The choice of material to build a mould from is mostly among economics; in general, steel moulds set you back even more to construct, but their longer lifespan offsets the higher preliminary expense over a higher number of parts made prior to breaking.
Plastic Injection Molding Fundamentals Explained
Injection moulding pass away with side draws "A" side of crave 25% glass-filled acetal with 2 side pulls. Shut up of detachable insert in "A" side. "B" side of die with side pull actuators. Mould style [edit] Conventional two plates tooling core and dental caries are inserts in a mould base "household mould" of 5 various components The mould includes two primary parts, the shot mould (A plate) as well as the ejector mould (B plate).Plastic resin gets in the mould with a or gate in the shot mould; the sprue bushing is to seal snugly against the nozzle of the shot barrel of the moulding maker and to permit molten plastic to move from the barrel into the mould, additionally called the cavity.: 141 The sprue bushing directs the liquified plastic to the cavity photos through networks that are machined into the faces of the An as well as B plates - plastic injection molding.
have a peek at this site
(A) Sprue, (B)&(C)jogger and (D)entrances in real injection moulding product for playthings The amount of resin needed to fill up the sprue, jogger and tooth cavities of a mould comprises a "shot". Caught air in the mould can run away through air vents that are ground into learn this here now the parting line of the mould, or around ejector pins as well as slides that are a little smaller than the holes maintaining them.
The air can also become so compressed that it sparks and also burns the surrounding plastic material.: 147 To permit elimination of the moulded component from the mould, the mould features should not overhang each other in the instructions that the mould opens up, unless components of the mould are designed to move from between such overhangs when the mould opens utilizing parts called Lifters.
The Plastic Injection Molding Statements
The coolant takes in warm from the mould (which has actually taken in heat from the warm plastic) as well as maintains the mould at a proper temperature to solidify the plastic at one of the most reliable rate.: 86 To reduce upkeep as well as venting, tooth cavities and cores are divided right into items, called inserts, as well as sub-assemblies, likewise called inserts, blocks, or chase blocks.Extra intricate parts are formed making use of extra complicated moulds. These may have areas look at this web-site called slides, that step into a cavity vertical to the draw direction, to form looming part features. When the mould is opened up, the slides are retreated from the plastic part by making use of stationary "angle pins" on the stationary mould fifty percent.
The part is after that ejected and the mould shuts. The closing action of the mould creates the slides to move forward along the angle pins.: 268 A mould can generate a number of copies of the exact same parts in a solitary "shot". The number of "impacts" in the mould of that part is frequently incorrectly described as cavitation.
The smart Trick of Plastic Injection Molding That Nobody is Talking About
This system can enable manufacturing of one-piece tires and also wheels. Two-shot or multi-shot moulds are designed to "overmould" within a single moulding cycle as well as have to be processed on specialist shot moulding equipments with 2 or even more injection units. This process is really a shot moulding procedure executed two times and for that reason has a much smaller sized margin of mistake.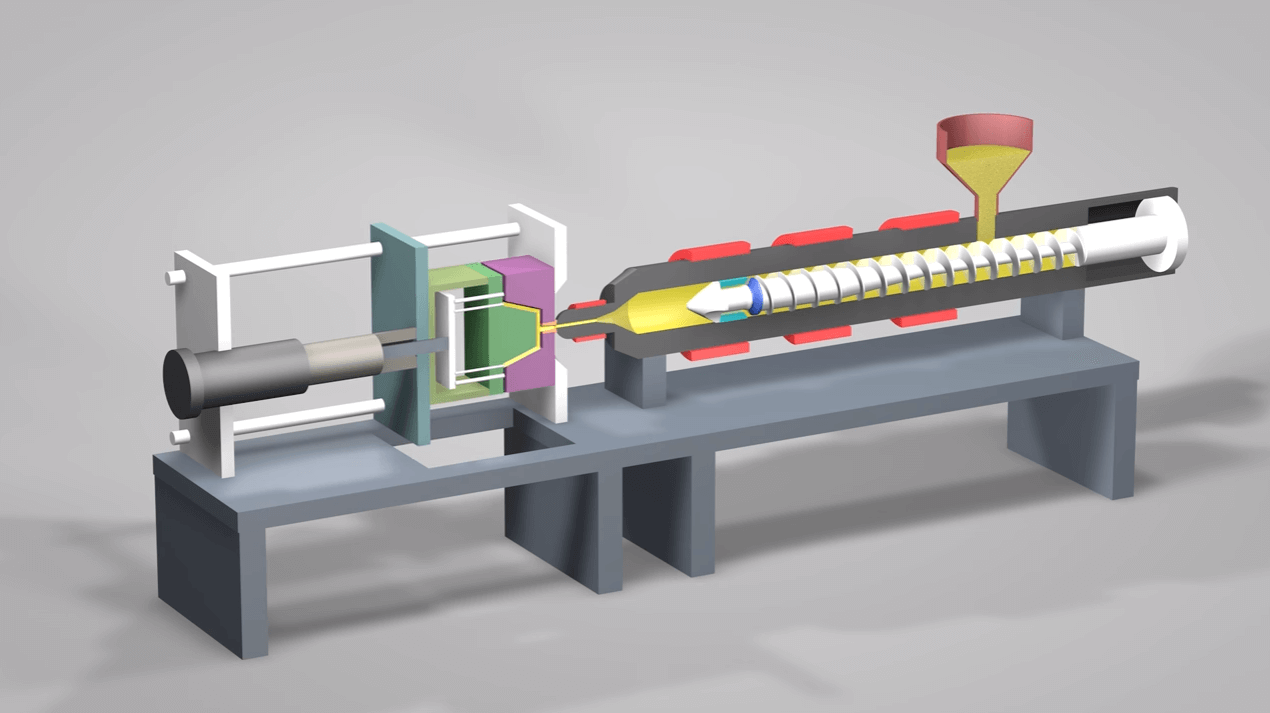
Report this wiki page